В процесі реставрації ванн, ванна обробляється шліф-машинкою (дриль з абразивним кругом). Використовувати потрібно великий абразив (шкурка 80-100) або спеціальну шкурку для ванн з алмазним зерном, що дозволяє гарантовано обдерти вторинну емаль в місцях, де вона погано тримається. Після цього ванна знежирюється (двічі промивається пемолюксом з ефектом соди) і просушується за допомогою звичайного пилососа або фена.
Виконувати реставрацію ванн можна навіть влітку, коли відсутня гаряча вода, потрібно лиш правильноя висушити і нагріти холодну ванну після промивання холодною водою. Якість від цього не страждає і емаль тримається настільки ж довго, як і після промивання гарячою водою.
Технологія реставрації вани за відсутності гарячої води
Іноді буває так, що в квартирі відсутня гаряча вода. Начебто зрозуміло — промити ванну холодною водою, а потім чекати поки висохне. На практиці з’ясовується, що мити ванну холодною водою досить важко, оскільки холодна вода не змиває жир на поверхні ванни, холодна ванна не сохне — можна хоч півдня чекати — вона все одно мокра. Адже ванна перед фарбуванням повинна бути кімнатної температури, до того ж фарбувати ванну або наливати стакріл на знежиренну ванну абсолютно марно — відвалиться протягом пари місяців, а то й днів, якщо вона виявилася ще і мокрою. Як бути?
Промивка
Щоб знежирити ванну холодною водою потрібно обов’язково використовувати кислотовмісні рідини. Наприклад Санокс. Або Адрилан. Виливаємо пляшку адрилана на ванну (вона ще поки кімнатної температури, тобто поки тепла). Розмазуємо і йдемо обідати. Хвилин 20 почекали, чи скільки там йде обід, і повертаємося, надягаємо латексні рукавички. Обов’язково потрібно одягнути рукавички, інакше шкіра на руках злізе. Беремо ганчірку або губку і ретельно трем ванну з цим самим адриланом. Зазвичай після цього ванна чиста і готова до подальших операцій. Якщо є тільки пемолюкс, то вивалюємо повну банку пемолюкса і беремо гору дрантя. Все аналогічно.
Сушка
Є три способи просушити ванну. Найпростіший — будівельний або звичайний фен для укладання волосся. Другий спосіб — пилососом на видув. Третій спосіб, це коли взагалі нічого немає. Додаємо до дриля ручку і вивертаємо її на 90 градусів. Ставимо дриль у ванну на ручку і включаємо. Вентилятор на роторі зробить все інше ).
Фітинги різьбові використовуються для самих різних трубопроводів. Вони являють собою збірно -розбірні елементи . Фітинги можна застосовувати багаторазово , до того ж вони дуже герметичні, легко монтуються і мають великий термін експлуатації.
Використання фітингів на різьбі
Різьбові фітинги використовуються в тих випадках , коли потрібен додатковий монтаж чи інші сервісні роботи , які передбачають розбирання трубопроводу , а компресійні фітинги застосовуються , коли є необхідність домогтися монолітності з’єднання. На місці встановлення різьбових фітингів часто підключають різноманітні прилади , призначені для регулювання або контролю .
Різьбові фітинги : матеріал виготовлення
Вони виготовляються з таких матеріалів , як латунь , мідь , поліпропілен . Тому , підбираючи фітінг , необхідно враховувати не тільки його розміри , перерізи , тип , а також матеріал , з якого він виготовлений. Мідні фітинги мають високу корозійну стійкість , вони дешеві , але в системах магістрального трубопроводу малозастосовні . Фітинги , виготовлені з латуні , естетичні, відрізняються хорошими експлуатаційними характеристиками , але досить дорогі. Фітинги з поліматеріалов добре пручаються наводкам статичної електрики , а це запобігає їх ранню корозію. Вони легкі і економічні, відрізняються універсальністю та іншими позитивними якостями, тому стали використовуватися все частіше і частіше.
Різьбові фітинги , призначені для частого монтажу і демонтажу , як правило , виготовляються з міцніших матеріалів . Наприклад , фітинги з нержавіючої сталі широко використовуються в промисловості , титанові фітинги поширені в спеціальних областях , але в сантехніці майже не застосовуються.
Існують різні типи різьбових фітингів
Муфти призначені для з’єднання труб однакового діаметру. Трійники і колектори потрібні для створення одиничного відгалуження , хрестовини — для відгалужень в двох напрямках. Косинці і відводи необхідні для зміни напряму потоку . Штуцери застосовуються в побутовій сантехніці для з’єднання з гнучким шлангом. Ковпаки і заглушки служать для герметичного закриття кінців труб . Перехідники бувають різних типів , але , як правило , використовуються для з’єднання труб різного типу або діаметру.
Різьбові фітинги вже давно визнані найбільш ефективним засобом для з’єднання елементів сантехніки , у випадках коли необхідний багаторазовий монтаж -демонтаж , тому досить популярні на російському ринку.
Цього разу компанія «СЕЛЛ-ФАСТ Україна» — офіційний представник польського виробника, вже багато років того, що випускає тільки високоякісні водостічні системи, — представляє на українській ринку ексклюзивну новинку 2011 року — регульований кут для водостічних систем Bryza.
Водостічні системи Bryza робляться тільки з сировини вищої якості із застосуванням новітніх технологій. Унікальна конструкція регульованого кута для каналізації складається з двох окремих частин, а кут її відкриття складає від 120 до 1450. Такий широкий діапазон досягається завдяки фіксації складових частин в заданому положенні з кроком 50. Інноваційні кути доступні в усій звичній колірній гаммі, а придбати їх можна практично скрізь: відвідайте склади компанії «СЕЛЛ-ФАСТ Україна» і зробіть вигідну покупку. Перевага компанії ще і в тому, що вона вже більше двох десятків років займається переробкою пластмас, тому її якість відповідає тільки найвищому рівню.
Докладна технологія розтрубної пайки (зварювання) труб з поліпропілену.
Поліпропіленові труби — труби збирають методом дифузійного зварювання за допомогою фітингів: муфт, куточків, трійників і т.п. Термін служби труб з поліпропілену становить більше 50 років. Необхідно також відзначити, що заявлений виробником термін служби поліпропіленових труб — 50 років, але виробник має на увазі, що трубопровід буде експлуатуватися при нормальному тиску й нормальній температурі. Тобто труби можуть витримувати значні високі тиски, але температура транспортованої рідини при цьому повинна бути низькою або, навпаки, температура рідини може бути дуже високою, але тиск при цьому повинне бути низьким. При високому тиску й високій температурі термін служби труби різко скорочується й може доходити до 1-5 років. Для визначення терміну служби труб, що експлуатуються в екстремальних умовах, існує спеціальна таблиця. Ми не будемо приводити її оскільки на побутовому рівні таких довготривалих навантажень у домашніх трубопроводах не виникає, а короткочасні аварійні ситуації, пов’язані з різким стрибком тиску або різкий стрибок температури транспортованої рідини, такі навантаження труба витримає.
Використання кольорової гамми. Поліпропіленові труби бувають сірі, білі, чорні й зелені. Кольори, крім чорного, не означають яких-небудь обмежень для застосування труб. Чорний колір труби показує, що вона захищена від ультрафіолетового випромінювання. У поліпропіленових водопроводах використаються не роз’ємні з’єднання, труби збираються на зварених фітингах один раз на завжди.
Труби з поліпропілену можуть бути використані для
водопостачання будинків: монтаж стояків, монтаж труб, приєднання труб до мереж водопостачання з металевих труб;
опалення будинку : виготовлення стояків опалення, монтаж труб від опалення, підключення до котла, приєднання до металевих радіаторів.
PN 10 – тонкостінний варіант, для холодного водопостачання (до +20°С) і теплих підлог (до 45° С), номінальний робочий тиск 1 МПа (10,2 кг/см.кв) ;
PN 16 — розведення холодної води підвищеного тиску й трубопроводи центрального опалення зниженого тиску;
PN 20 – універсальна труба застосовується, для холодного й гарячого водопостачання (температура до +80°С), номінальний тиск 2 МПа (20.4 кг/см.кв);
PN 25 — армовані алюмінієвою фольгою, для гарячого водопостачання й центрального опалення (до +95°С), номінальне тиск 2,5 МПа (25,49 см.кв).
На відміну від металопластикових труб прошарок з алюмінію в цих трубах перебуває ближче до зовнішньої сторони і на ньому, найчастіше, зроблена перфорація, що дозволяє не застосовувати клей для скріплення шарів труби. З’єднання зовнішнього й внутрішнього шару поліпропілену між собою або з алюмінієвим прошарком відбувається через перфоровані отвори, які, у свою чергу, у різних фірм-виробників можуть бути наскрізними або поверхневими. Безпосереднє з’єднання поліпропілену з алюмінієм значно підвищує стабільність і міцність труб. Завдяки такому з’єднанню труби PN 25 мають більш тонкі стінки. Призначені для спеціального використання — головним чином, в опалювальних трубопроводах, а також у трубопроводах гарячого водопостачання, але можуть застосовуватися й для систем холодного водопостачання. А також дозволяють здійснювати підключення поліпропіленового трубопроводу до металевого. Труби екологічно чисті й з успіхом застосовуються в трубопроводах холодного й гарячого водопостачання й опалення.
Фітинги
Завдяки фітингам із хромованими й латунними вставками труби легко комбінуються з наявними сталевими арматурами й сантехническими приладами. Фітинги застосовувані для з’єднання поліпропіленових труб.
Сполучні фітинги: Застосовуються для з’єднання 2-х і більше поліпропіленових труб.
Основні типорозміри: 16 х ?, 20 х ?, 20 х ?, 25 х 1, 32 х 1 і т.д.
Фітинги
1. Муфта для з’єднання поліпропіленових труб одного діаметра;
2. Муфта для з’єднання поліпропіленових труб 2 -х діаметрів;
3. Кут 45°;
4. Кут 90°;
5. Кут 45° для з’єднання труб різного діаметра;
6. Кут 90° для з’єднання труб різного діаметра;
7. Кут — тройнік ;
8. Трійник з однаковими штуцерами, (з’єднання труб одного діаметра);
9. Трійник перехідний , (з’єднання труб одного діаметра);
10. Хрестовина;
11. Вварювальне сідло;
12. Заглушка для поліпропіленових труб;
13. Компенсатор теплових розширень;
Різьбові фітинги для поліпропіленових труб
різьбові фітинги
1. Перехід (муфта )із внутрішньою різьбою; Як паяти поліпропіленові труби
.2. Перехід (муфта) із зовнішньою різьбою ;
3. Перехід (муфта) з перекидною гайкою;
4. Перехід (муфта) з перекидною гайкою й металевою вставкою;
5. Перехід із пластмасовою різьбою зовнішньою типу «DG»
6. Кут 90° із внутрішньою різьбою;
7. Кут 90° із зовнішньою різьбою;
8. Кут 90° з перекидною гайкою
9. Трійник із внутрішньою різьбою;
10. Трійник із зовнішньою різьбою;
11. Трійник з перекидною гайкою;
12. Водорозетка кут для кріплення змішувача й інших приладів: 20 х 1/2, 25 х1/2;
13. Комплект водорозеток для змішувача: 20 х 1/2, 25 х1/2;
14. Водорозетка прохідна: 20 х ?, 25 х1/2;
15. Штуцер з перекидною гайкою;
16. Вварне сідло із внутрішньою різьбою;
17. Вварное сідло із зовнішньою різьбою;
18. Розбірне з’єднання;
19. Розбірне з’єднання із внутрішньою різьбою;
20. Розбірне з’єднання із зовнішньою різьбою;
Зварювання (пайка) поліпропіленових труб
Для зварювання труб діаметром до 63 мм основним типом з’єднання є розтрубне або муфтове зварювання. При цьому з’єднання двох труб відбувається за допомогою третьої деталі — муфти, а створення різьбових й інших стикувальних вузлів відбувається за допомогою фітингів, що мають розтруб.
Для зварювання труб діаметром вище 63 мм рекомендується стикове зварювання, яке не вимагає додаткових деталей, ці обставини дають більш міцне зеднання. При наявності фітингів відповідного діаметра допускається муфтове зварювання. Вид розбірного з’єднання, що рекомендує, для діаметрів більше 63-го — фланцевий стик. Це більше складний варіант з’єднання поліпропіленових труб, що вимагає професійного встаткування й майстерності, тому цей варіант у даній статті обговорювати не будем.
При зварюванні труб діаметрами до 40 мм можна використати ручний зварювальний апарат, при зварюванні труб діаметрами більше 40 мм рекомендується застосовувати апарати із центрувальними пристроями. При використанні центрувальних пристроїв варто керуватися інструкціями з їхньої експлуатації. Для з’єднання поліпропіленових деталей трубопроводів використають зварювальні апарати зі спеціальними насадками .
Зварювальний аппарат + насадки
Нагрівальні елементи (насадки) являють собою гільзу для оплавлення зовнішньої поверхні кінця труби й дорн для оплавлення внутрішньої поверхні розтруба сполучної деталі. Стандартні насадки покриті антипригарним матеріалом — тефлоном, і мають діаметри від 16 до 40 мм. У процесі роботи необхідно стежити за чистотою й цілісністю тефлонового покриття. Після кожного епізоду зварювання, поки вони ще гарячі, насадки очищаються дерев’яним шкребком.
2. Насадки для зварювання поліпропіленових труб діаметром 20, 40, 32, 40, 50, 63.
Зварювальний апарат установлюють на рівній поверхні й закріплюють на ньому за допомогою спеціальних ключів змінні нагрівачі необхідного розміру. Бажано встановити весь необхідний набір насадок на посадкові місця апарата до нагрівання апарата. З погляду рівномірності нагрівання місце розташування насадки на нагрівачі не має значення. Тому насадки ставлять так, як зручно для монтажу. Якість з’єднань прямо залежить від зручності виконання технологічних прийомів, тому всі фрагменти трубопроводу, які можна монтувати на стаціонарно встановленому апарату (на підставці), краще збирати окремо. Зварювання «на стіні», особливо в незручних місцях, бажано робити з помічником. На апарат встановлюють температуру зварювання для поліпропіленових труб — 260 ° С и 220°С для поліетиленових. Залежно від температури навколишнього середовища нагрівання триває 10-15 хвилин. Робоча температура на поверхні нагрівальних пластин досягається автоматично.
Зварювання поліпропіленових труб і фітингів, забороняється робити при температурі нижче 0°С. Температура повітря при зварюванні має дуже важливе значення. Так час зварювання необхідно збільшувати при низькій температурі повітря й зменшувати в умовах жари. Загальне правило розтрубного зварювання: внутрішній діаметр нерозігрітого фітинга повинен бути ледве менше зовнішнього діаметра труби. Перше зварювання рекомендується робити через 5 хвилин після нагрівання зварювального апарата. Після кожного використання зварювальний апарат потрібно очистити від залишку пластмаси. Розтрубне зварювання пластмасових деталей один з одним виробляється в такий спосіб.
1. Ножицями або труборізом обрізати трубу під прямим кутом.
2. Кінець труби й розтруб фітинга при необхідності очистити від пилу й бруду, знежирити спиртом або мильною водою й потім просушити.
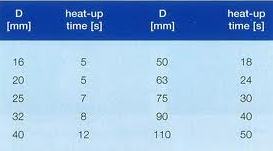
При зварюванні труб PN 10 й PN 20 на цьому етапі нічого більше робити не потрібно. При зварюванні армованих труб PN 25 спеціальним інструментом шейвером із труби знімають два верхніх шари з поліпропілену й алюмінію. Розмір розтруба фітинга зроблений таким чином, що в нього може ввійти труба тільки з вилученими верхніми шарами. Глибину зачищення виконують по упорі інструмента, що визначає глибину зварювання. На трубу нанести мітку на відстані, рівній глибині розтруба плюс 2 мм. Якщо використати грубі, фітинги й інструмент від одного виробника, то найчастіше, ніякими обчисленнями займатися не потрібно. Шейвер знімає верхні шари труби рівно на глибину зварювання, а розміри нагрівальних насадок такі, що вставити в них трубу на глибину більше чим потрібно, неможливо. Слідуючий крок помістити з’єднувальні деталі на відповідні насадки: трубу вставити в гільзу до мітки, що позначає глибину зварювання, а розтруб фітинга надягти на дорн. Витримати певний час нагрівання (див. таблицю 1),
після чого зняти деталі з апарата й з’єднати їх не провертаючи деталі по осі. Зварювальні фітинги необхідно з’єднувати із трубою швидким упевненим рухом, дотримуючи співвідношення труби й муфти. З’єднання труби й фітинга повинне відбуватися на ту глибину, що визначена границьою усередині розтруба фітинга. Після зварювання необхідно витримати час охолодження, особливо для труб з тонкими стінками. Поворот і згинання (деформації) під час остигання неприпустимі. З’єднання з невдалим співвідношенням або кутом взаємного розташування фітингів підлягає тільки одному способу виправлення — неправильно з’єднаний фітинг вирізується. Треба бути особливо уважним при зварюванні елементів, для яких важливо позиційне положення — кути, трійники, кульові крани. Останні треба вварити так, щоб ручка могла вільно переміщатися в усі положення.
Як паяти поліпропіленові труби
Якщо Ви паяєте (зварюєте) поліпропіленові труби в перший раз можете розрізати перше з’єднання для перевірки, повинне вийти ось так
Зварювальний апарат повинен бути постійно включений протягом усього процесу зварювання. Нагрівання починається одночасно для двох деталей. При поганому прогріві виникає загроза того, що деталі не досягнуть температури пластичності. При цьому з’єднання буде ненадійним і дифузія матеріалу може не відбутися. При перегріві виникає небезпека втрати стійкості форми, адгезія (липкість) матеріалу буде надмірна. Трубу неможливо буде ввести у фітинг, а при збільшенні зусилля краї труби підігнуться усередину або зімнуться. З’єднання буде зажованим. Налипання матеріалу на фітингах говорить або про погану якість тефлонового покриття насадок зварювального апарата, або про перегрів пластмаси при зварюванні.
Докладний процес зварювання (пайки) поліпропіленових труб дивитеся на відео:
Докладний процес зварювання (пайки) армованих поліпропіленових труб дивитеся на відео:
Зовнішній вигляд зварених з’єднань повинен задовольняти наступним вимогам:
Порушення співвісності труб більш ніж на товщину їхньої стінки не допускається.
Зовнішня поверхня сполучної деталі, звареної із трубою не повинна мати тріщин, складок й інших дефектів, викликаних перегрівом.
У крайки розтруба сполучної деталі, звареної із трубою, повинен бути видний суцільний по всій окружності валик оплавленого матеріалу, що виступає за торець поверхні сполучної деталі.
Інструкція зі зварювання вварених сідел
Сідла застосовуються для монтажу наступних відгалужень від трубопроводу, та при ремонті існуючих систем. Спочатку необхідно просвердлити стінку пластикової труби свердлом . При застосуванні комбінованих труб варто видалити алюміній, що залишився на просвердленому отворі, за допомогою інструмента для зняття фаски. Зварювальний прилад / інструмент для вварного сідла повинен досягти необхідної робочої температури 260°С. Поверхні, що зварюють, повинні бути чистими й сухими, нагрівальний штуцер інструмента для вварного сідла вставляетьсяя в отвір у стінці пластикової труби доти, поки інструмент не досягне повністю зовнішньої стінки труби. Потім штуцер вварного сідла уставляється в нагрівальну гільзу доти, поки поверхня сідла не досягне інструмента. Час нагрівання елементів становить 30 сек. Після добування зварювального приладу штуцер вварного сідла швидко вставляється в нагрітий отвір. Потім сідло треба точно й щільно, не обертаючи, прикласти до нагрітої зовнішньої поверхні пластикової труби. Вварное сідло нерухомо фіксується на трубі протягом 15 сек. Після 10 хвилин остигання з’єднання можна піддавати повному навантаженню. Відповідна труба відгалуження вваривается в муфту звичайним способом.
Коефіцієнти температурного розширення в труб металлопластиковых труб і труб з поліпропілену:
для металлопластиковых труб (PEX-AL-PEX)= 2,6 *10-5
для металлопластиковых труб з аримрующем шаром з этиленвинилового спирту (PEX-EVOH-PEX) = 2.1 *10-5
для поліпропіленових труб, без армування (PP) = 15 *10-5
для поліпропіленових труб з алюмінієвим армирующим шаром = (PP ALL-PP) = 3*10-5
При зміні температури навколишнього повітря, або тепмпературы рідини усередині труби на 10 градусів по Цельсию, кожен метр труби подовжитися або вкоротитися відповідно: PEX-AL-PEX = на 0,26 мм PEX-EVON-PEX = 0,21 мм PP-ALL-PP = на 0,3 мм PP = на 1,5 мм
Сьогодні, коли заміське будівництво процвітає на рівні містобудування, стає досить актуальною тема про водопровід, матеріали для його монтажу й способи його установки своїми руками.
Сучасні матеріали відрізняються від «минулого століття» тим, що можуть бути монтовані без застосування спеціалізованих дорогих інструментів, так, наприклад, при з’єднанні сучасних водопровідних труб уже практично не потрібна сварка, різати матеріали можна легко й просто звичайною пилкою по металі, або навіть ножицями по металі, стала зайвої болгарка. Звичайно існують і спеціальні інструменти для різання труб але при біді можна скористатися і підручними.
Навіть людина, що не мала досвіду роботи із сантехнікою взагалі, але знає хоча б частково спосіб планування водопостачання і навички користуватися будівельним інструментом , зможе зробити водопровід у будинку своїми руками із з’єднаннями практично будь-яких видів труб, тому що процес цей став неймовірно легкий. Якщо ж ви не можете чи не маєте бажання власноруч виконувати монтаж водопостачання ви завжди маєте можливість звернутися до нас за допомогою за телефоном 0971103507
Наважилися зробити власноруч? Отже, для початку розглянемо з яких елементів може складатися водопровід у будинку й докладно розглянемо для чого потрібний кожний з них.
Лічильники води. Всім відомо, що це прилади для контролю витрати води. За принципом дії вони бувають тахометричні, ультразвукові, електромагнітні, вихрові. Але у всіх їх так називаною «робочою рідиною» — елементом, що приводить механізм у дію є вода.
Але нас цікавлять тахометричні лічильники, тому що вони зайняли своє місце в пристроях водопроводів заміських і міських будинків, і квартир. Конструктивно механізми тахометрического лічильника можна розділятися на мокрі (ті, які стикаються на пряму з водою й починають у такий спосіб працювати) і сухі (які не на пряму стикаються з водою).
Найдешевшими й розповсюдженими лічильниками є тахометричеські мокрі лічильники.
Редуктори тиску. Це ті елементи водогінних мереж, які призначені для вирівнювання тиску в трубах і по своїй конструкції розділяються на поршневі й мембранні редуктори. Мембранні розраховані для стабілізації тиску в більших діапазонах. Поршневі редуктори здатні регулювати тиск і на вході й на виході води. Всі вони охороняють водогінну мережу від гідроудару — різкого позамежного підвищення тиску води, наслідками якого можуть стати розриви в місцях з’єднань.
Труби. З них робиться також каналізація , але ми розглянемо водопровідні види труб. Що це таке, сподіваюся, не варто пояснювати, однак, до недавно існували лише металеві труби й гумові шланги, які використовувалися як труби. Однак, на сьогоднішній день ситуація кардинально помінялася, і з’явилися нового покоління труби, які витиснули старі у всіх видах водопроводів.
Нового покоління труби відрізняються теоретично більше довгим терміном служби, але за деякими показниками вони все-таки уступають металевим трубам. Труби бувають металеві й пластикові.
Види металевих труб:
• сталеві; • чавунні; • мідні.
Всі ці різновиди металевих труб важко монтувати, вони важкі й вимагають монтажних робіт із застосуванням зварювання, нарізні сполучення металевих труб також дуже важко виконувати. Сталеві й чавунні труби застосовувалися раніше для водопроводів і систем опалення суцільно й поруч, вони мають найбільший строк придатності, але зараз ці матеріали вже застаріли й ними практично не користуються. Мідні труби дотепер застосовуються як комплектуючі в нагрівальних приладах для опалення.
Всі ці різновиди труб мають строк придатності до 50-и років, вони відрізняються морозостійкістю, теплоізоляцією, не піддані корозії, однак не такі міцні, як металеві. Однаково, водопровід у приватному будинку виконується саме із цих матеріалів.
Фітинги. Елементи водогінних мереж, які призначені для з’єднання труб з різних матеріалів між собою, двойніки, тройніки, перехідники перетинів, кутові елементи.
Фітинги підбираються залежно від видів труб і способів монтажу, бувають виконані з різного матеріалу. По способі з’єднань вони бувають затискні (різьбові), паяні, прес-фітинги.
Фільтри. Бувають грубого й тонкого очищення. Як правило, установлюються перед лічильником, щоб відфільтрувати воду, зм’якшивши її, і в такий спосіб перешкоджати ушкодженню елементів мереж. Досить корисні, якщо підключення здійснюється до загального водопроводу, у ньому вода хлорована й погано очищена, що може викликати наліт усередині водопровідних елементів. Якщо ж вода взята зі скважини або колодязя, то фільтр можна і не ставити.
З елементами мереж закінчили, тепер розберемося з тим, яким способом монтувати водогінну мережу і які матеріали найкраще підходять.
Способи монтажу водопроводу в будинку
• схований спосіб;
• відкритий спосіб.
Схований спосіб монтажу водопроводу вимагає високоміцних сполучних муфт (фітингів), тому що труби при такому виді монтажу замуровані в стіну й при ослабленні може статися розрив з’єднань, ремонт досить проблематичний. В основному застосовуються прес-фітинги, можливі також термофітинги.
При відкритому ж способі монтажу не обов’язково щоб труби було видно. Допускається їх «зашити» гіпсокартонним коробом й установити точки доступу щоб на випадок чого був би доступ до елементів водопроводу, це також буде вважатися відкритим способом монтажу. Можна брати будь-які фітинги, у т.ч. і затискні різьбові.
Для цього знадобиться електроінструмент. Перелік основних інструментів.
Префаратор + (лопака, сверла, коронка), шуруповерт, болгарка (кутова шліф машина), набір гайкових ключів, сварочний аппарат для сварки полипропиленовых труб (при їх використані), олівець, вітбивочний шнур
Послідовність дій така:
1. розкреслюємо стіни;
2. робимо штроби й отвори;
3. установлюємо кріпильні елементи;
4. установлюємо елементи водопроводу.
Для того, щоб розкреслити стіни, беремо будівельний олівець, і, відповідно до проекту, відзначаємо місця виводів під змішувачі, крани, нагрівальні прилади й т.д. Потім, між цими елементами й початком підключення відбивочним шнуром відбиваємо лінії пролягання труб.
Наступний етап – виробництво штроб й отворів у стінах, отворів у міжповерхових перекриттях. Для цього беремо болгарку, і навкруги по бетоні вирізуємо по лініях відбиття шнура по двох паралельних штроби із глибиною трохи більше труби і відстанню між ними ледве більше товщини труби, що буде проходити. Між цими прорізами перфоратором за допомогою насадки «лопатка» вибиваємо стіну на необхідну глибину.
Для того, щоб проробити наскрізні отвори в стінах і плитах перекриття, беремо насадку для перфоратора типу «коронка», або можна це зробити тим же перфоратором з лопаткою.
І наприкінці — кінців, монтуємо труби й інші елементи водопроводу. Для цього в пророблених штробах, на відстані 30-50 см установлюємо спеціальні тримачі для труб. У місцях виводів кріпимо спеціальні кронштейни. До тримачів монтуємо труби, при цьому до кожного відрізка труби попередньо з обох сторін кріплять фітинги, закріплюють до інших елементів мереж.
Монтаж відкритим способом. Послідовність дій приблизно така ж, як і при монтажі закритим способом, однак, у другому пункті штроби випадають, що робить цей процес набагато швидшим й чистішим.
Перелік основних інструментів. Префаратор + (лопака, сверла, коронка), шурупокрут, болгарка (кутова шліф машина), набір гайкових ключів, сварочний аппарат для сварки полипропиленовых труб (при їх використані), олівець, вітбивочний шнур
Нагрівальні елементи встановлюють на дюбелі, кронштейни, у передбачених схемою монтажу місцях. Такі елементи як фільтри й редуктори встановлюються перед лічильником. Паяні з’єднання, як поліпропіленові, наприклад, робляться паяльником, залежно від потужності якого, в інструкції з його експлуатації сказано, скільки потрібно часу на пайку конкретного елемента. Прес-фітинги можуть бути виконані механічним або електричним інструментом.
У зв’язку із тривалим терміном служби ванної кімнати дуже багато з людей, у тому числі й досить молоді, мабуть, стурбовані як ванна кімната зможе адаптуватися до майбутніх етапів їхнього життя й задоволенню мінливих потреб. У цьому контексті комфорт — не вікова проблема. Він підвищує якість життя для людей всіх років. Інженери й дизайнери виробника сантехніки Duravit готові дати кілька порад.
Більше волі руху
Душові піддони встановлені урівень із підлогою дають максимальну волю пересування, високих бортиків у них нема, це робить їх доречними для людей у віці й навіть інвалідів. У сполученні з душем на стіні — комфорт буде максимальним. Душові піддони розміром до 180 х 90 см дають досить місця для розслаблення під струменями води.
Маленькі басейни для ніг
Особливо плоскі вмивальники, такі як Vero з висотою всього 16,5 см зручні для використання сидячи на стільчиках або навіть із інвалідної коляски.
Ще одна висота — унітаз
Деякі різновиди унітазів монтуються до стіни, наприклад серії Starck 3, мають сидіння приблизно на п’ять сантиметрів вище чим у стандартних моделей. Це полегшує їхнє використання. З такого унітаза набагато легше встати. Незважаючи на відмінності в росту, у цієї моделі стандартні з’єднання, що робить його ідеальним вибором для проектів по реконструкції. Серія Starck 3 також містить у собі напольні туалети із сидячим положенням піднятим не на 5, а на 10 см і безбар’єрні настінні туалети
Додаткова безпека
Світлодіодні світильники допоможуть безпечно знайти свій шлях, коли навколо вже ніч. Деякі дзеркальні шафи й душ туалет SensoWash оснащуються світловими модулями.
Мокра поверхня може бути слизькою. Duravit постачає піддони душу й інші предмети додатковим антислизьким покриттям. Так само техніка цієї марки може забезпечуватися ручками для полегшення занурення у ванну й виходу з її.
Масаж.
Вируюча вода у ванні з гідромасажною функцією стимулює тканини під шкірою й розминає конкретні області спини або утомлених ніг. Ванни різновиду Nahho оснащені спеціальною вихром-системою. З її допомогою ванна генерує вихідну суміш води й повітря, що забезпечує повну релаксацію.
Зручна спинка
В ергономічною ванною потрібна добре продумана поверхня для миття сидячи або лежачи. Корисні валики-підголівники. Іноді ці опорні елементи є безпосередніми частинами ванн Duravit.
Пара дійсно корисна!
Сауна зміцнює імунну систему, очищає організм, підвищує стійкість до стресів, підтримує серце й систему кровообігу в гарному стані. Сьогодні своя власна сауна може бути частиною ванної кімнати. Duravit випускає кабінки з функціями генерації пари, компактні але вміщающі місця для сидіння. Старші моделі вміщають двох чоловік, у тому числі в положенні лежачи.
Більш ніж століття тому поняття «ванної кімнати» не існувало. Її роль виконував звичайний глечик і таз, що, звичайно ж, створювало деякі незручності. У наш час вибір ванних кімнат величезний, що є одночасно і плюсом і мінусом. Плюс — це зручність і комфорт, мінус — страх неправильного вибору. Як же підійти до вибору раковини для ванної кімнати?
Перш за все, вам слід мати на увазі, що зараз пропонується велика кількість різних моделей раковин: «мойдодири», «тюльпани», раковини-стільниці, кутові раковини, а також багато інших в залежності від місця установки. Необхідно врахувати, що кожна модель відрізняється за розміром. Тому перш, ніж зробити покупку виміряйте те місце, де ви маєте намір встановити раковину, щоб після покупки вам не довелося його міняти або ж шукати іншу.
Не забудьте також виміряти відстань від підлоги до верхньої точки крана. Зараз популярні суміжні ванні кімнати. У цьому випадку дизайнери радять купувати раковину, унітаз і ванну або душову кабіну в одному стилі.
Дуже важливо при виборі раковини враховувати матеріал, з якого вона зроблена. Зараз часто використовується фаянс, який, однак, досить непрактичний. Фаянс легко б’ється, а також вбирає вологу і запахи.
Але не варто впадати у відчай: з цієї ситуації знайшли вихід. За новою технологією фаянс покривається спеціальною емаллю, яка не пропускає запахи і бруд. Раковини такого рівня обійдуться дорожче. Якщо ви вирішили придбати таку модель, обов’язково попросіть сертифікат якості.
Також при виготовленні раковин використовується гранітна або мармурова крихта. Часто при використанні таких матеріалів виготовляються не тільки раковини, але і цілі блоки для ванної кімнати. Такі моделі коштують дорожче, ніж моделі з фаянсу, але їх якість при цьому ще на щабель вище.
У наші дні особливо популярні раковини зі скла, де основний компонент — кварцит. Ці моделі в чомусь схожі на моделі з мармуру, але колірний спектр у них ширше. Користуються попитом і комбіновані раковини — з металу і скла, які теж досить дорогі, але виглядають вони дійсно розкішно.
Якщо ви віддаєте перевагу стабільній якість, середній ціну, тоді раковини з дюралита — непоганий варіант. Цей матеріал прослужить дуже довго, при цьому він не пропускає запаху і легко миється.
Є й більш оригінальні ідеї. Наприклад, зараз виготовляють раковини навіть з дерева. Але такі моделі — це швидше елемент вишуканості, ніж предмет користування. Крім того, що ці раковини дуже дорогі, вони ще непрактичні і недовговічні.
Що стосується кольору раковини і в цілому предметів ванної кімнати, білий колір, як і раніше, займає лідируючу позицію. Це і не дивно: будь-яка ванна кімната в білому кольорі буде виглядати гармонійно.
Яку б раковину ви не придбали, важливо правильно її встановити.
При ремонті ( догляді ) раковини фахівці радять використовувати креми або емульсії і ні в якому разі не вдаватися до хімічних засобів.
Вибираючи раковину для ванної кімнати, спирайтеся на якість і стиль, тоді вона стане вашою улюбленицею в ванній кімнаті.
Для багатьох людей душова кабіна своїми руками — це безпечний, зручний і недорогий спосіб облаштування ванної кімнати. Пластикові душові зарекомендували себе з небезпечною сторони, так як були випадки їх загоряння. Люди потрапляли в стаціонар з опіками 2 — 4 ступеня і так як це стало закономірністю, багато людей не бажають мати у своєму будинку цих «вбивць». Як же бути тим, хто любить приймати душ і данний пристрій — єдиний прийнятний варіант для їх ванної кімнати?
Альтернативою стаціонарної душової може стати душова кабіна своїми руками, виготовлена з основних будівельних матеріалів таких як цегла, керамічна плитка. Звичайно, знадобляться спеціальні зливи (якщо душ із зливним трапом у підлозі), низький піддон, а також протиударне скло (триплекс) як огороджувальний елемент і або двері, але можна обійтися звичайною шторкою.
Для влаштування душа використовують вільний кут у ванній кімнаті. Є два варіанти душових — це коли злив знаходиться безпосередньо в підлозі і другий із застосуванням плоских піддонів. У першому випадку каналізаційний висновок роблять в підвалі і приєднують його до центральної стічній трубі. Водостік роблять з краю або по центру, де ставлять грати 10х10 см (злив). Виход води повинен супроводжуватися водяним затвором в сифоні труби. Це необхідна умова для запобігання запаху з каналізації. Якщо ж ванна знаходиться над житловою кімнатою або немає доступу до підвалу, то можна встановити низький піддон. Найважливіші моменти, на які варто звернути увагу — це герметичність стоку, кутів з’єдння стін і підлоги, керамічна плитка на підлозі не повинна вбирати воду.
Душова кабіна своїми руками може мати тільки дві стіни (кут) і шторку, але тоді в цьому випадку краще, якщо буде обмежувальний поріжок з цегли, обкладеної керамічною плиткою або ж три загороджувальні стіни. Замість шторки можна встановити скляні двері або двері в одну із стін. Варіант зі склом можна розглянути і без порогів. Замовити виготовлення душової кабінки можна по т. 0971103507


















{kind=link}