

При зварюванні труб діаметрами до 40 мм можна використати ручний зварювальний апарат, при зварюванні труб діаметрами більше 40 мм рекомендується застосовувати апарати із центрувальними пристроями. При використанні центрувальних пристроїв варто керуватися інструкціями з їхньої експлуатації. Для з’єднання поліпропіленових деталей трубопроводів використають зварювальні апарати зі спеціальними насадками .

Нагрівальні елементи (насадки) являють собою гільзу для оплавлення зовнішньої поверхні кінця труби й дорн для оплавлення внутрішньої поверхні розтруба сполучної деталі. Стандартні насадки покриті антипригарним матеріалом — тефлоном, і мають діаметри від 16 до 40 мм. У процесі роботи необхідно стежити за чистотою й цілісністю тефлонового покриття. Після кожного епізоду зварювання, поки вони ще гарячі, насадки очищаються дерев’яним шкребком.
2. Насадки для зварювання поліпропіленових труб діаметром 20, 40, 32, 40, 50, 63.
Зварювальний апарат установлюють на рівній поверхні й закріплюють на ньому за допомогою спеціальних ключів змінні нагрівачі необхідного розміру. Бажано встановити весь необхідний набір насадок на посадкові місця апарата до нагрівання апарата. З погляду рівномірності нагрівання місце розташування насадки на нагрівачі не має значення. Тому насадки ставлять так, як зручно для монтажу. Якість з’єднань прямо залежить від зручності виконання технологічних прийомів, тому всі фрагменти трубопроводу, які можна монтувати на стаціонарно встановленому апарату (на підставці), краще збирати окремо. Зварювання «на стіні», особливо в незручних місцях, бажано робити з помічником. На апарат встановлюють температуру зварювання для поліпропіленових труб — 260 ° С и 220°С для поліетиленових. Залежно від температури навколишнього середовища нагрівання триває 10-15 хвилин. Робоча температура на поверхні нагрівальних пластин досягається автоматично.
Зварювання поліпропіленових труб і фітингів, забороняється робити при температурі нижче 0°С. Температура повітря при зварюванні має дуже важливе значення. Так час зварювання необхідно збільшувати при низькій температурі повітря й зменшувати в умовах жари. Загальне правило розтрубного зварювання: внутрішній діаметр нерозігрітого фітинга повинен бути ледве менше зовнішнього діаметра труби. Перше зварювання рекомендується робити через 5 хвилин після нагрівання зварювального апарата. Після кожного використання зварювальний апарат потрібно очистити від залишку пластмаси. Розтрубне зварювання пластмасових деталей один з одним виробляється в такий спосіб.
1. Ножицями або труборізом обрізати трубу під прямим кутом.
2. Кінець труби й розтруб фітинга при необхідності очистити від пилу й бруду, знежирити спиртом або мильною водою й потім просушити.
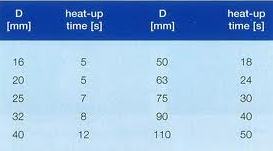
При зварюванні труб PN 10 й PN 20 на цьому етапі нічого більше робити не потрібно. При зварюванні армованих труб PN 25 спеціальним інструментом шейвером із труби знімають два верхніх шари з поліпропілену й алюмінію. Розмір розтруба фітинга зроблений таким чином, що в нього може ввійти труба тільки з вилученими верхніми шарами. Глибину зачищення виконують по упорі інструмента, що визначає глибину зварювання. На трубу нанести мітку на відстані, рівній глибині розтруба плюс 2 мм. Якщо використати грубі, фітинги й інструмент від одного виробника, то найчастіше, ніякими обчисленнями займатися не потрібно. Шейвер знімає верхні шари труби рівно на глибину зварювання, а розміри нагрівальних насадок такі, що вставити в них трубу на глибину більше чим потрібно, неможливо. Слідуючий крок помістити з’єднувальні деталі на відповідні насадки: трубу вставити в гільзу до мітки, що позначає глибину зварювання, а розтруб фітинга надягти на дорн. Витримати певний час нагрівання (див. таблицю 1),
 після чого зняти деталі з апарата й з’єднати їх не провертаючи деталі по осі. Зварювальні фітинги необхідно з’єднувати із трубою швидким упевненим рухом, дотримуючи співвідношення труби й муфти. З’єднання труби й фітинга повинне відбуватися на ту глибину, що визначена границьою усередині розтруба фітинга. Після зварювання необхідно витримати час охолодження, особливо для труб з тонкими стінками. Поворот і згинання (деформації) під час остигання неприпустимі. З’єднання з невдалим співвідношенням або кутом взаємного розташування фітингів підлягає тільки одному способу виправлення — неправильно з’єднаний фітинг вирізується. Треба бути особливо уважним при зварюванні елементів, для яких важливо позиційне положення — кути, трійники, кульові крани. Останні треба вварити так, щоб ручка могла вільно переміщатися в усі положення.
після чого зняти деталі з апарата й з’єднати їх не провертаючи деталі по осі. Зварювальні фітинги необхідно з’єднувати із трубою швидким упевненим рухом, дотримуючи співвідношення труби й муфти. З’єднання труби й фітинга повинне відбуватися на ту глибину, що визначена границьою усередині розтруба фітинга. Після зварювання необхідно витримати час охолодження, особливо для труб з тонкими стінками. Поворот і згинання (деформації) під час остигання неприпустимі. З’єднання з невдалим співвідношенням або кутом взаємного розташування фітингів підлягає тільки одному способу виправлення — неправильно з’єднаний фітинг вирізується. Треба бути особливо уважним при зварюванні елементів, для яких важливо позиційне положення — кути, трійники, кульові крани. Останні треба вварити так, щоб ручка могла вільно переміщатися в усі положення.
Як паяти поліпропіленові труби
Якщо Ви паяєте (зварюєте) поліпропіленові труби в перший раз можете розрізати перше з’єднання для перевірки, повинне вийти ось так 
Зварювальний апарат повинен бути постійно включений протягом усього процесу зварювання. Нагрівання починається одночасно для двох деталей. При поганому прогріві виникає загроза того, що деталі не досягнуть температури пластичності. При цьому з’єднання буде ненадійним і дифузія матеріалу може не відбутися. При перегріві виникає небезпека втрати стійкості форми, адгезія (липкість) матеріалу буде надмірна. Трубу неможливо буде ввести у фітинг, а при збільшенні зусилля краї труби підігнуться усередину або зімнуться. З’єднання буде зажованим. Налипання матеріалу на фітингах говорить або про погану якість тефлонового покриття насадок зварювального апарата, або про перегрів пластмаси при зварюванні.
Докладний процес зварювання (пайки) поліпропіленових труб дивитеся на відео:
Докладний процес зварювання (пайки) армованих поліпропіленових труб дивитеся на відео:
Зовнішній вигляд зварених з’єднань повинен задовольняти наступним вимогам:
Порушення співвісності труб більш ніж на товщину їхньої стінки не допускається.
Зовнішня поверхня сполучної деталі, звареної із трубою не повинна мати тріщин, складок й інших дефектів, викликаних перегрівом.
У крайки розтруба сполучної деталі, звареної із трубою, повинен бути видний суцільний по всій окружності валик оплавленого матеріалу, що виступає за торець поверхні сполучної деталі.
Інструкція зі зварювання вварених сідел
Сідла застосовуються для монтажу наступних відгалужень від трубопроводу, та при ремонті існуючих систем. Спочатку необхідно просвердлити стінку пластикової труби свердлом . При застосуванні комбінованих труб варто видалити алюміній, що залишився на просвердленому отворі, за допомогою інструмента для зняття фаски. Зварювальний прилад / інструмент для вварного сідла повинен досягти необхідної робочої температури 260°С. Поверхні, що зварюють, повинні бути чистими й сухими, нагрівальний штуцер інструмента для вварного сідла вставляетьсяя в отвір у стінці пластикової труби доти, поки інструмент не досягне повністю зовнішньої стінки труби. Потім штуцер вварного сідла уставляється в нагрівальну гільзу доти, поки поверхня сідла не досягне інструмента. Час нагрівання елементів становить 30 сек. Після добування зварювального приладу штуцер вварного сідла швидко вставляється в нагрітий отвір. Потім сідло треба точно й щільно, не обертаючи, прикласти до нагрітої зовнішньої поверхні пластикової труби. Вварное сідло нерухомо фіксується на трубі протягом 15 сек. Після 10 хвилин остигання з’єднання можна піддавати повному навантаженню. Відповідна труба відгалуження вваривается в муфту звичайним способом.
Коефіцієнти температурного розширення в труб металлопластиковых труб і труб з поліпропілену:
для металлопластиковых труб (PEX-AL-PEX)= 2,6 *10-5
для металлопластиковых труб з аримрующем шаром з этиленвинилового спирту (PEX-EVOH-PEX) = 2.1 *10-5
для поліпропіленових труб, без армування (PP) = 15 *10-5
для поліпропіленових труб з алюмінієвим армирующим шаром = (PP ALL-PP) = 3*10-5
При зміні температури навколишнього повітря, або тепмпературы рідини усередині труби на 10 градусів по Цельсию, кожен метр труби подовжитися або вкоротитися відповідно: PEX-AL-PEX = на 0,26 мм PEX-EVON-PEX = 0,21 мм PP-ALL-PP = на 0,3 мм PP = на 1,5 мм