Докладна технологія розтрубної пайки (зварювання) труб з поліпропілену.
Поліпропіленові труби — труби збирають методом дифузійного зварювання за допомогою фітингів: муфт, куточків, трійників і т.п. Термін служби труб з поліпропілену становить більше 50 років. Необхідно також відзначити, що заявлений виробником термін служби поліпропіленових труб — 50 років, але виробник має на увазі, що трубопровід буде експлуатуватися при нормальному тиску й нормальній температурі. Тобто труби можуть витримувати значні високі тиски, але температура транспортованої рідини при цьому повинна бути низькою або, навпаки, температура рідини може бути дуже високою, але тиск при цьому повинне бути низьким. При високому тиску й високій температурі термін служби труби різко скорочується й може доходити до 1-5 років. Для визначення терміну служби труб, що експлуатуються в екстремальних умовах, існує спеціальна таблиця. Ми не будемо приводити її оскільки на побутовому рівні таких довготривалих навантажень у домашніх трубопроводах не виникає, а короткочасні аварійні ситуації, пов’язані з різким стрибком тиску або різкий стрибок температури транспортованої рідини, такі навантаження труба витримає.
Використання кольорової гамми. Поліпропіленові труби бувають сірі, білі, чорні й зелені. Кольори, крім чорного, не означають яких-небудь обмежень для застосування труб. Чорний колір труби показує, що вона захищена від ультрафіолетового випромінювання. У поліпропіленових водопроводах використаються не роз’ємні з’єднання, труби збираються на зварених фітингах один раз на завжди.
Труби з поліпропілену можуть бути використані для
водопостачання будинків: монтаж стояків, монтаж труб, приєднання труб до мереж водопостачання з металевих труб;
опалення будинку : виготовлення стояків опалення, монтаж труб від опалення, підключення до котла, приєднання до металевих радіаторів.
Тривалий термін служби труб з поліпропілену дозволяє використати їх для прокладки всіх видів трубопроводів: відкритого монтажу; монтажу по стіні; закритий монтаж.
Труби з поліпропілену діляться на 4 категорії:
PN 10 – тонкостінний варіант, для холодного водопостачання (до +20°С) і теплих підлог (до 45° С), номінальний робочий тиск 1 МПа (10,2 кг/см.кв) ;
PN 16 — розведення холодної води підвищеного тиску й трубопроводи центрального опалення зниженого тиску;
PN 20 – універсальна труба застосовується, для холодного й гарячого водопостачання (температура до +80°С), номінальний тиск 2 МПа (20.4 кг/см.кв);
PN 25 — армовані алюмінієвою фольгою, для гарячого водопостачання й центрального опалення (до +95°С), номінальне тиск 2,5 МПа (25,49 см.кв).
На відміну від металопластикових труб прошарок з алюмінію в цих трубах перебуває ближче до зовнішньої сторони і на ньому, найчастіше, зроблена перфорація, що дозволяє не застосовувати клей для скріплення шарів труби. З’єднання зовнішнього й внутрішнього шару поліпропілену між собою або з алюмінієвим прошарком відбувається через перфоровані отвори, які, у свою чергу, у різних фірм-виробників можуть бути наскрізними або поверхневими. Безпосереднє з’єднання поліпропілену з алюмінієм значно підвищує стабільність і міцність труб. Завдяки такому з’єднанню труби PN 25 мають більш тонкі стінки. Призначені для спеціального використання — головним чином, в опалювальних трубопроводах, а також у трубопроводах гарячого водопостачання, але можуть застосовуватися й для систем холодного водопостачання. А також дозволяють здійснювати підключення поліпропіленового трубопроводу до металевого. Труби екологічно чисті й з успіхом застосовуються в трубопроводах холодного й гарячого водопостачання й опалення.
Фітинги
Завдяки фітингам із хромованими й латунними вставками труби легко комбінуються з наявними сталевими арматурами й сантехническими приладами. Фітинги застосовувані для з’єднання поліпропіленових труб.
Сполучні фітинги: Застосовуються для з’єднання 2-х і більше поліпропіленових труб.
Основні типорозміри: 16 х ?, 20 х ?, 20 х ?, 25 х 1, 32 х 1 і т.д.

1. Муфта для з’єднання поліпропіленових труб одного діаметра;
2. Муфта для з’єднання поліпропіленових труб 2 -х діаметрів;
3. Кут 45°;
4. Кут 90°;
5. Кут 45° для з’єднання труб різного діаметра;
6. Кут 90° для з’єднання труб різного діаметра;
7. Кут — тройнік ;
8. Трійник з однаковими штуцерами, (з’єднання труб одного діаметра);
9. Трійник перехідний , (з’єднання труб одного діаметра);
10. Хрестовина;
11. Вварювальне сідло;
12. Заглушка для поліпропіленових труб;
13. Компенсатор теплових розширень;
Різьбові фітинги для поліпропіленових труб

1. Перехід (муфта )із внутрішньою різьбою; Як паяти поліпропіленові труби
.2. Перехід (муфта) із зовнішньою різьбою ;
3. Перехід (муфта) з перекидною гайкою;
4. Перехід (муфта) з перекидною гайкою й металевою вставкою;
5. Перехід із пластмасовою різьбою зовнішньою типу «DG»
6. Кут 90° із внутрішньою різьбою;
7. Кут 90° із зовнішньою різьбою;
8. Кут 90° з перекидною гайкою
9. Трійник із внутрішньою різьбою;
10. Трійник із зовнішньою різьбою;
11. Трійник з перекидною гайкою;
12. Водорозетка кут для кріплення змішувача й інших приладів: 20 х 1/2, 25 х1/2;
13. Комплект водорозеток для змішувача: 20 х 1/2, 25 х1/2;
14. Водорозетка прохідна: 20 х ?, 25 х1/2;
15. Штуцер з перекидною гайкою;
16. Вварне сідло із внутрішньою різьбою;
17. Вварное сідло із зовнішньою різьбою;
18. Розбірне з’єднання;
19. Розбірне з’єднання із внутрішньою різьбою;
20. Розбірне з’єднання із зовнішньою різьбою;
Зварювання (пайка) поліпропіленових труб
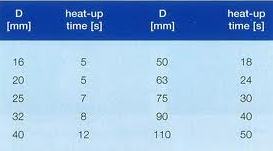
Для зварювання труб діаметром до 63 мм основним типом з’єднання є розтрубне або муфтове зварювання. При цьому з’єднання двох труб відбувається за допомогою третьої деталі — муфти, а створення різьбових й інших стикувальних вузлів відбувається за допомогою фітингів, що мають розтруб.
Для зварювання труб діаметром вище 63 мм рекомендується стикове зварювання, яке не вимагає додаткових деталей, ці обставини дають більш міцне зеднання. При наявності фітингів відповідного діаметра допускається муфтове зварювання. Вид розбірного з’єднання, що рекомендує, для діаметрів більше 63-го — фланцевий стик. Це більше складний варіант з’єднання поліпропіленових труб, що вимагає професійного встаткування й майстерності, тому цей варіант у даній статті обговорювати не будем.
читати далі
Розтрубне зварювання поліпропіленових труб