

Выбирая материал, из которого будет построен водопровод, следует обратить внимание на эксплуатационные качества труб (воздействие на питьевую воду, простота замены деталей, возможность реставрации), прочность конструкции, восприимчивость к нагрузкам и повреждениям, простота монтажа.
Выбор материала

- воздействие материала трубы на воду для питья;
- простота замены деталей;
- возможность реставрации;
- прочность конструкции;
- восприимчивость к нагрузкам и повреждениям;
- простота монтажа (соединение, вес труб);
- стоимость материала и фитингов.
Обратите внимание! Следует также иметь в виду, что трубы из ПВХ и ПЭ имеют меньший диапазон диаметров, по сравнению с трубами, стальными или чугунными.
Свойства
Срок службы труб связано с их устойчивостью к коррозии. Естественно, более устойчивы к коррозии пластмассы. В трубах чугунных и стальных применяются также защитные покрытия на внешней и внутренней стороне провода.
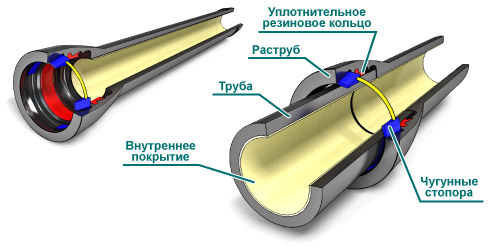
- Внутреннее покрытие обычно выполняется из цемента. Он защищает от коррозии, и как минеральное сырье природного происхождения, не оказывает негативного влияния на качество питьевой воды, а, следовательно, и на здоровье. Реже выполняется керамическое покрытие, очень гладкое, поэтому условия потока лучше, чем в новой трубе без покрытия.
- Покрытия наружные защищают трубу от агрессивных действий грунта и грунтовых вод, чаше всего используется цинк или битум.
Важна также прочность труб. Решает она возможность использования для строительства трубопроводов в особых грунтовых условиях (например, в грунтах, подверженных нагрузкам, при преодолении препятствий по бездорожью). Наибольшую прочность конструкции имеют материалы из чугуна и стали, наименьшее-пластик.
Скорость и эффективность строительства трасы зависит от:
- типа разъемов;
- веса элементов;
- длины отрезков;
- подготовке основания под водопровод.
Разъемы раструбные с уплотнительным кольцом ускоряют монтаж кабеля. Дольше всего длится подключение традиционными методами, например, сварки. Длинные участки и небольшой вес труб позволяют осуществлять быстрый монтаж. Лучшие в этом отношении-трубы стальные и пластмассовые.
Качество необходимого основания зависит в основном от типа грунта, и только в небольшой степени от материала трубы. Трубопроводы из чугуна с шаровидным графитом и стальные имеют в этом отношении более низкие требования, чем трубы из пластика.
В водопроводе важную роль играет также его эксплуатация. Трубопроводы, независимо от типа материала, из которого они изготовлены, должны иметь возможность реставрации. Обновление может происходить частично. Участки которые после повреждения теряют свою конструкцию, должны быть заменены на новые.
При эксплуатации обременительными являются гидравлические удары. Скорость распространения ударной волны зависит от материала трубы и толщины стенки. Наиболее предпочтительным является использование труб из пластика, в которых скорость распространения волны давления является наименьшей.
Из чугуна и стали
Из-за материала, из которого изготовлены трубы водопроводные, мы можем их разделить на две группы:
- металлические;
- пластиковые.
Для изготовления труб для наружных сетей водоснабжения используются такие металлы, как:
- сталь;
- чугун серый;
- ковкий чугун.
Из-за уязвимости этих материалов от коррозии (кроме чугуна), трубы защищены защитными оболочками, внутри и снаружи. Металлические трубы герметичны, не пропускают химических веществ и газов, поэтому их можно применять, например, в грунтах сильно загрязненных.
Стальные трубы имеют хорошие механические свойства (прочность на растяжение, изгиб и сжатие). Соединения сварные, но они должны быть выполнены квалифицированными работниками. К сожалению, необходимость применения защитных покрытий влечет за собой увеличение стоимости инвестиций. Повреждение покрытий приводит к быстрой коррозии как внешней, таки внутренней. Покрытия внутренние в стальных трубах-это, как правило пластмассовые смеси, а наружные — битумные и полимерны (ПЭ). Основным способом соединения трубопроводов из стальных труб является сварка. Могут быть также объединены в фланцы.

Лучшие параметры имеют трубы из чугуна с шаровидным графитом. Их механические свойства сопоставимы или даже превосходят свойства стали. Имеют более высокую, чем серый чугун прочностью на изгиб, сжатие и растяжение, обладают хорошей твердостью и устойчивостью к нагрузкам. Тяжелые, хотя и легче, чем обычные чугунные. Не так устойчивы к коррозии, как серый чугун, поэтому должны быть обработаны защитным покрытием: внешние — цинк + битум + PE, а в качестве внутренних — цемент.
Обратите внимание! Трубы из чугуна объединяются в основном в чашу. Там, где может возникнуть необходимость в замене трубы, или фасонной детали применяются также фланцевые соединения.
Из пластика

Полимерные трубы имеют меньшую от металлических механическую прочность. При отрицательной температуре повышается их хрупкость, поэтому рекомендуется быть осторожным при монтаже и транспортировке.
При монтаже полимерных труб в грунт требуют соблюдения условий, касающихся подготовки основания и уплотнения грунта. Трубопроводы водоснабжения из пластика изготавливаются из поливинилхлорида (ПВХ) и полиэтилена (PE).
PE трубы водопроводных сетей производится в двух классах: PE 80 и 100. Они отличаются прочностью. ПЭ 100 может выдерживать давление до 1,6 Мпа, а PE 80 до 1,0 Мпа. Полиэтилен легче других материалов (даже от ПВХ). При складировании труб следует обратить внимание на то, чтобы они не подвергались длительному воздействию солнечных лучей, так как они особенно чувствительны к УФ.
Соединение труб из полиэтилена требует специального оборудования (сварочных апаратов) и тщательно подготовленных сотрудников. Также используются соединения с помощью фланцев и фитингов зажимных устройств. При выполнении соединения необходимо соблюдать требования производителя. Паяемые концы труб должны быть чистыми и сухими.
ПВХ является самым дешевым сырьем из пластмасс. Имеет очень хорошую прочность и ударную вязкость. Трубы ПВХ жестче чем полиэтиленовые. Основным способом монтажа труб из ПВХ является раструбное соединения.
Смотрите видео как сделать сделать пайку полипропиленовых труб
https://www.youtube.com/watch?feature=player_embedded&v=Feks4uC2YHc






{kind=link}