Це спосіб з’єднання металів шляхом використання електричного зварювання — під час роботи проводиться дуга (електричний розряд) в зазорі між зварюванням металевого предмета і металевого електрода. Причому там утворюється дуже висока температура (не менше 3000°C).
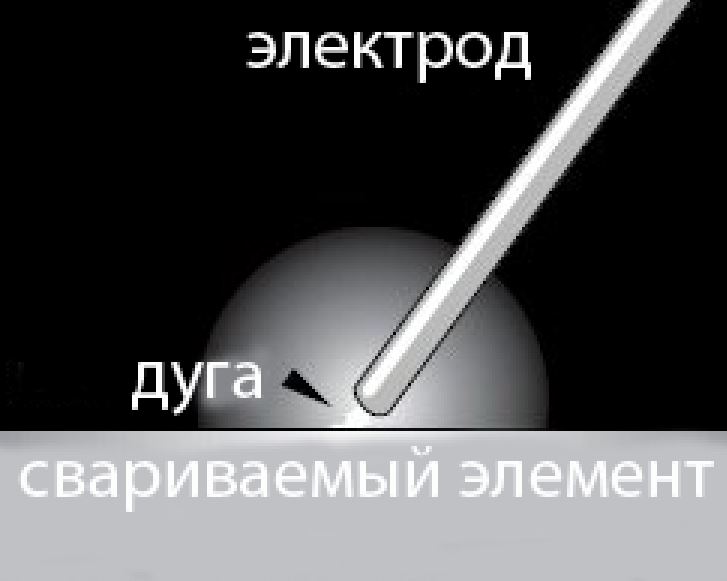
Що таке електрод і дугове зварювання
Електрод виконаний з стержня і покриття. З наконечника знімається близько 15 мм захисного шару, і цей кінець поміщають в утримувач.
За типом покриття розрізняють 2 види електродів:
- рутиловий: для незначних робіт;
- лужний: для зварювання елементів на які будуть діяти великі навантаження (наприклад у випадку металевих конструкцій).
Висока температура призводить до того, що краї металу плавляться і з’єднуються один з одним. Тане також електрод заливаючи шов рідким металом і заповнюючи щілини, завдяки чому створюється щільний шов.
Дугова зварка застосовується в:
- ковальській справі;
- слюсарній справі;
- об’єднання великих металевих деталей або деталей завтовшки понад 1,5 мм.
Переваги:
- економія,електроди ціна на них лише близько 40 грн;
- висока міцність зварних швів;
- можливість з’єднання сталевих елементів або виконаних з нержавіючої сталі;
- можливість відновлення чавунних елементів.
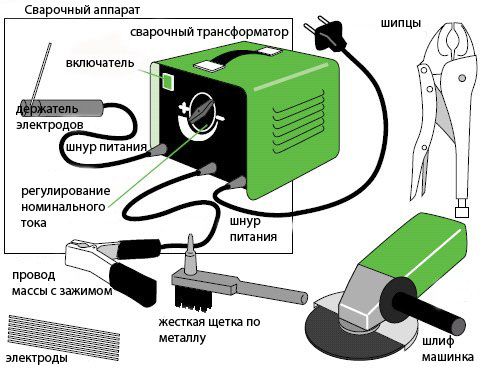
НЕОБХІДНІ ІНСТРУМЕНТИ
ІНСТРУМЕНТИ

ПОПЕРЕДНІ РЕКОМЕНДАЦІЇ
Готуючи елементи для зварювання: потрібно їх ретельно очистити металевою щіткою.
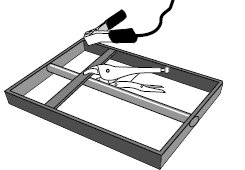
Бажаючи зварити два елемента потрібно зафіксувати їх у потрібній позиції, бажано за допомогою затискача, щоб запобігти їх переміщення під час зварювання.
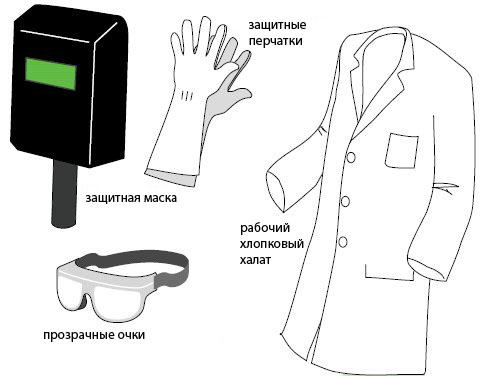
З-за випускається УФ-випромінювання під час зварювання необхідно закрити все тіло (рукавички, робочий одяг, захисні маски).
Увага! Перед початком зварювання рекомендується зняти контактні лінзи, дивитися на електричну дугу через маску.
ЗВАРЮВАННЯ
Потрібно підключити трансформаторний зварювальний апарат до розетки із захисним проводом(заземленням), і перевірити напругу на пристрої.
Потім потрібно затягнути кабел затиск маси на одному з зварних елементів.

Потім потрібно потерти кінчиком електрода місце зварювання і негайно відвести її. Цей рух викликає електричний розряд, у вигляді іскор.
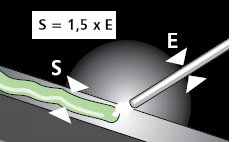
Зварюючи металеві елементи потрібно тримати електрод нахиленим під кутом 60°.
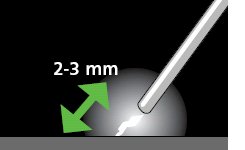
Переміщати електрод треба з звичайною швидкістю, утримуючи електрод на фіксованій відстані 2-3 мм від зварюваного елементу.
По мірі зварювання повинна поступово знижуватися рука, щоб компенсувати розплавлення електрода.

Потрібно регулювати швидкість зварювання так, щоб отримати шов (S) шириною= 1,5 * на товщину електрода (E).
Коли плавляться металеві елементи, утворюється шар окалини (шлаку), який захищає шов під час охолодження.
Увага! Після закінчення зварювання деталі можуть бути дуже гарячими, тому не варто чіпати їх голою рукою.

Коли шов охолоне, слід зняти шар окалини за допомогою металевої щітки.
Під час зачистки варто захистити очі захисними окулярами.
Згладжувати шов можна кутовою шліфувальною машинкою.
ВИНЯТКОВІ ВИПАДКИ
Зварювання елементів під кутом

Перед виконанням остаточного шва безперервної дугою, необхідно зробити кілька точкових зварних швів які будуть підтримувати елементи.

Встановити електрод так, як показано на малюнку і приступити до зварювання.
Зварювання товстих елементів
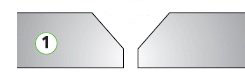
Елементи значної товщини (понад 6 мм) вимагають розрізу їхнього краю напилком або шліфувальною машинкою таким чином, щоб вони утворювали кут близько 90°. Розріз буде заповнений сполучною елементом(електродом).

КІЛЬКА ДОДАТКОВИХ ПОРАД
- Електроди потрібно зберігати в сухому місці;
- Якщо елемент, призначений для зварювання має отвори, необхідно зменшити інтенсивність струму під час зварювання;
- НІКОЛИ не варто використовувати при зварюванні звичайні окуляри.
У представленому нижче відео можна більш детально дізнатися про дуговому зварюванні. Вчіться! Не все так страшно як здається на перший погляд. П. З Божився що не моє 🙂 , руки ростуть звідки треба, але от зварювання боявся. Але вистачило десяти електродів, виходить все відмінно.
https://www.youtube.com/watch?feature=player_embedded&v=L8CSIeqyb7k